 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos
Tel çekme kalıp deliği yapısının tanıtılması
Tel çekme kalıp deliği yapısının tanıtılması
Tel çekme kalıp deliği yapısının tanıtımı
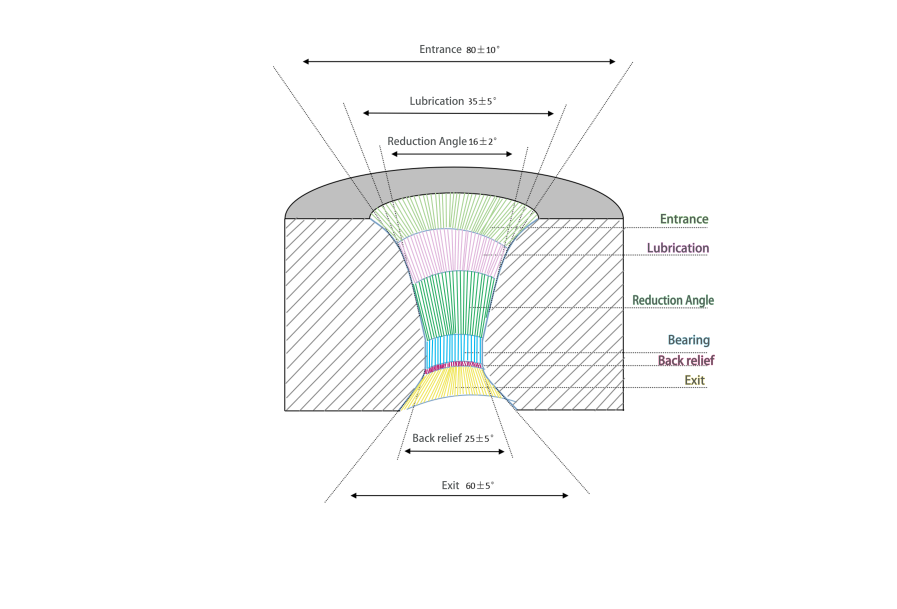
Giriş bölgesi : Çizim malzemeleri kalıplara bu alandan girer. Kalıpların çizdiği malzemelerin çizilmesini önlemek için genellikle bir yaydır.
Yağlama bölgesi: Düzgün çekme işlemine yardımcı olan yağlayıcının depolanması ve çekme malzemesinin yağlamayla yağlanması içindir.
İndirgeme bölgesi: Metal çekme için temel boyutu uzunluk ve açı olan plastik deformasyon bölgesidir. Daha küçük uzunluk, çekme metalinin indirgeme bölgesine daha fazla baskı yapmasına neden olacaktır. Bu, çekme gerilimini önemli ölçüde artıracak ve kalıpların aşınmasını hızlandıracak ve bu da çekme etkisini etkileyecektir. Redüksiyon bölgesi uzunluğu farklı çekme malzemesi, çap ve yağlamaya göre farklılık gösterir. Seçim prensibi şudur: 1) yumuşak metal telin çekilmesinde uzunluk, sert metal telin çekilmesine kıyasla daha kısa olmalıdır; 2) küçük çaplı tel çekerken uzunluk, büyük çaplı tel çekmeye kıyasla daha kısa olmalıdır; 3) ıslak çekmede uzunluk, kuru çekme azaltma bölgesi açısına kıyasla daha kısa olmalıdır: daha büyük açı, çekme mukavemetini ve çekme malzemesinin sertliğini artıracak, bükülme ve burulmayı azaltacaktır. Redüksiyon bölgesi açısı çelik çekmede daha küçük, demir dışı metal ve karbür çekmede ise daha büyük olmalıdır.
Rulman uzunluğu: Çizim malzemesi son boyutunu rulman uzunluğundan alır, Rulman uzunluğu, çizimin farklı sertliğine, kesitine ve yağlamasına göre farklılık gösterir malzeme. Rulman uzunluğunun çok uzun olması sürtünmeyi artıracak, bu da kalıp sıcaklığını artıracak ve kalıp ömrünü etkileyecektir. Ayrıca toz tüketiminin yanı sıra çekmede büzülme ve kırılma oranının artmasına neden olan çekme gerilmesini de artıracaktır; Rulman uzunluğu çok kısaysa rulman değişiklikleri çizimdeki bitmiş boyutu etkileyecektir.
Genel olarak 1) yatak uzunluğu, yumuşak metal malzemenin çekilmesinde, sert metal malzemenin çekilmesine kıyasla daha kısadır; 2) küçük çaplı tel çekerken yatak uzunluğu, büyük çaplı tel çekmeye kıyasla daha kısa olmalıdır; 3) Yaş çekmede mesnet uzunluğu kuru çekmeye göre daha kısa olmalıdır.
Sırt kabartması ve çıkış: Çıkış, çizim malzemesinin kalıplardan çıktığı son kısımdır. Rulman uzunluğunun çatlamadan korunmasıdır. Çıkış çok kısa olmamalıdır, aksi takdirde çıkış kolayca kırılabilir; arka kabartma, çekme metalinin çıkışı çizmemesini ve tel kalitesini etkilememesini sağlamak anlamına gelir; kalıpların ayarlanması sırasında, kalıpların içinden geçerken telin çizilmesini önlemek için, çıkış ve yatağı bağlayan keskin parçanın bir yay olacak şekilde taşlanması gerekir.

Tel Çin 2024
Şangay'daki Wire China 2024 fuarına katılacağız.
Devamını okuKATI BELİRLEME KALIPLARININ rolü ve endüstriyel üretimde uygulanması
KATI BÜKME KALIPLARI, yani yekpare büküm kalıbı, tel ve kablo üretim sektöründe vazgeçilmez ve önemli bir araçtır. Şimdi KATI BELİRLEME KALIPLARININ rolünü ve endüstriyel üretimdeki uygulamasını tanıtacağım.
Devamını okuTıraş soyma kalıpları hakkında
Tıraş soyma kalıplarının uygulaması hakkında
Devamını oku